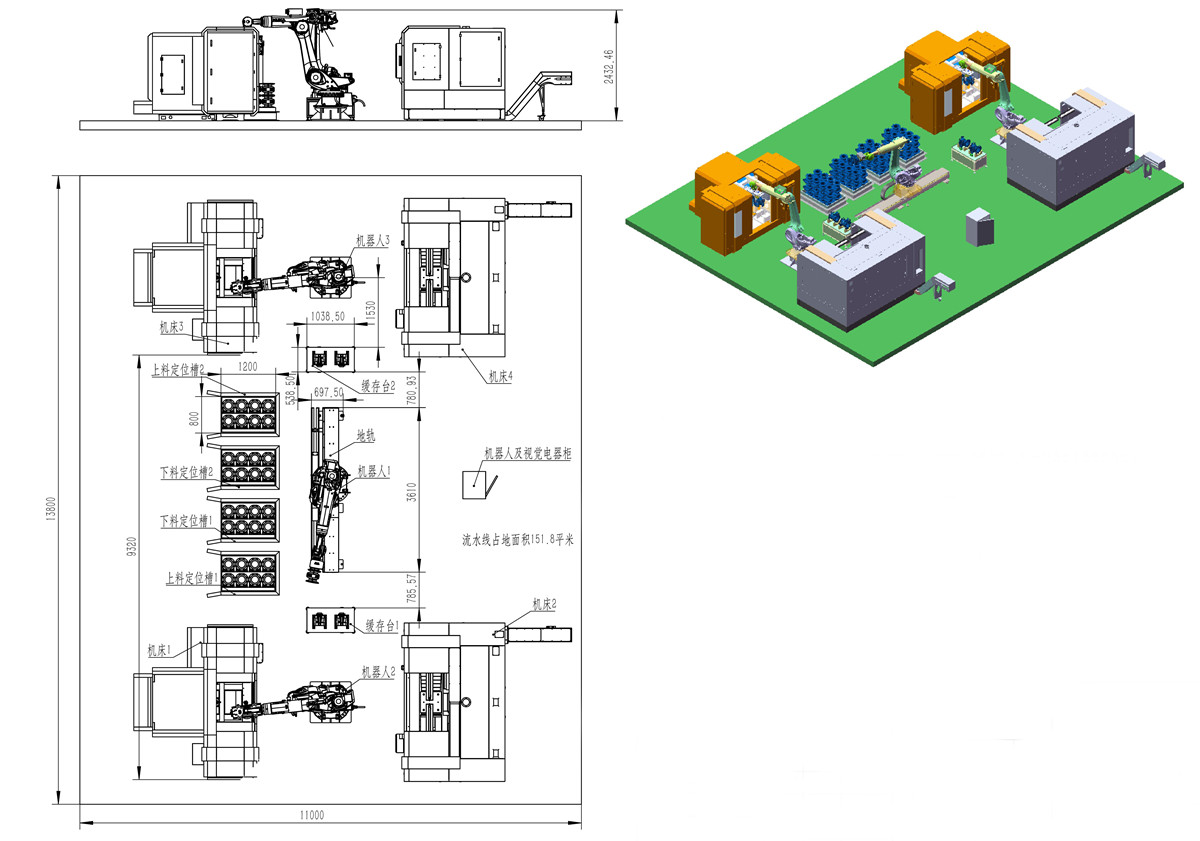
Pehmete väravaventiilide tootmisliin
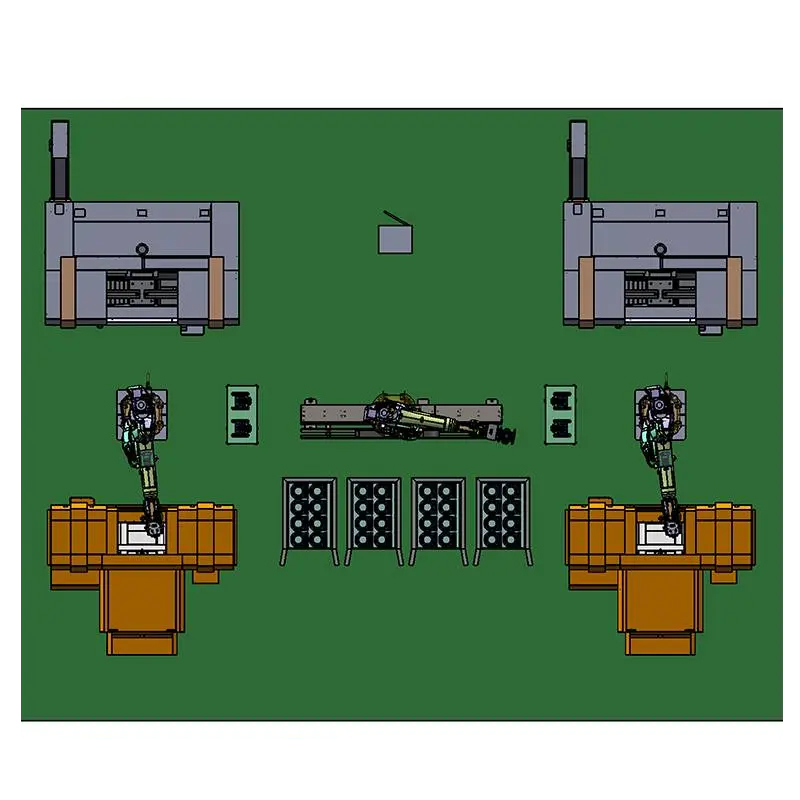
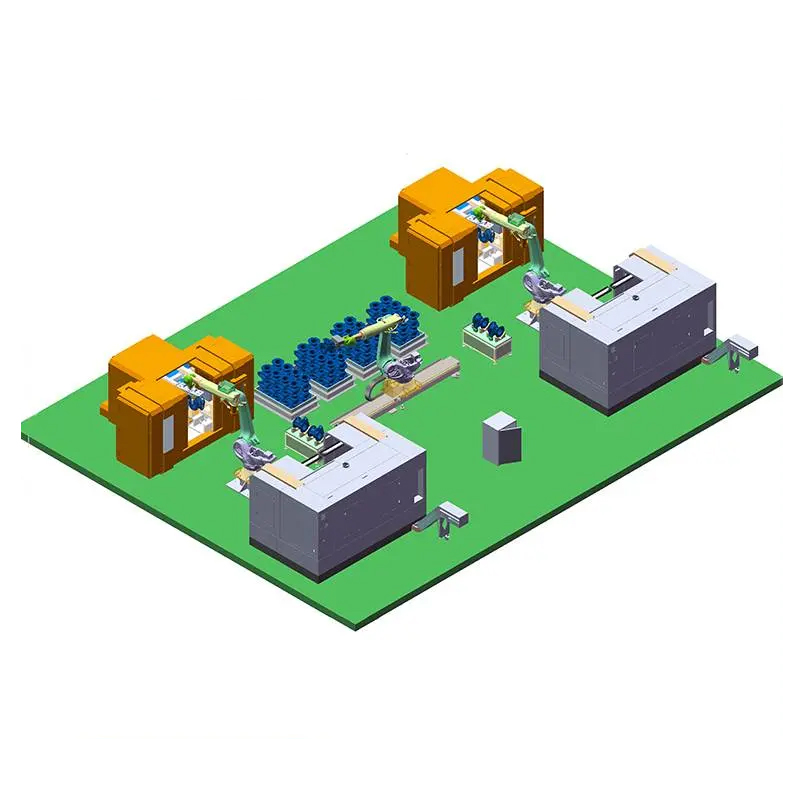
1. Operaator asetab klapi korpuse detaile täis kaubaaluse positsioneerimiseks laadimispositsioneerimispilusse 1 ja laadimispositsioneerimispilusse 2 ning asetab positsioneerimiseks tühja aluse laadimispositsioneerimispilusse 1 ja mahalaadimise positsioneerimispilusse 2.
2. Roboti 1 kaamera skannib kaubaalusel olevat töödeldavat detaili söötmispositsioneerimispilus 1, et töödeldav detail täpselt positsioneerida, ning toorik 1 kinnitatakse klambriga ja asetatakse puhverlaual 1 asuvasse positsioneerimisseadmesse.
Samal ajal haarab see töödeldud tooriku 3 (robot 2 haaras selle just tööpingilt 2), liigub mahalaadimispositsioneerimispilusse 1 ja asetab selle vastavalt vajadusele korralikult alusele.
Robotil 1 olev kaamera skannib kaubaalusel olevat töödeldavat detaili etteandepositsioneerimispilus 2, et toorik täpselt positsioneerida, ning toorik 4 kinnitatakse klambriga ja asetatakse puhverlaual 2 asuvasse positsioneerimisseadmesse.
Samal ajal haarab see töödeldud tooriku 6 (robot 3 haaras selle just tööpingilt 4), liigub mahalaadimispositsioneerimispilusse 2 ja asetab selle vastavalt vajadusele korralikult alusele.
3. Robot 2 kinnitab töödeldava detaili 1 puhverlaualt 1 ja jookseb tööpingi 1 juurde, haarab valmis tooriku 2 ja kinnitab töödeldava detaili 1, jookseb tööpingi 2 juurde, haarab valmis tooriku 3 ja kinnitab töödeldava detaili 2 kinni. , ja jookseb puhverlauale 1. Asetage toorik 3. Robot 2 lõpetab tsükli.
4. Robot 3 haarab töödeldava detaili 4 puhverlaualt 2 ja jookseb tööpingi 3 juurde, haarab valmis tooriku 5 ja kinnitab töödeldava detaili 4, jookseb tööpingi 4 juurde, haarab valmis tooriku 6 ja kinnitab töödeldava detaili 5 kinni. , ja jookseb puhverlauale 2. Asetage toorik 6. Robot 3 lõpetab tsükli.