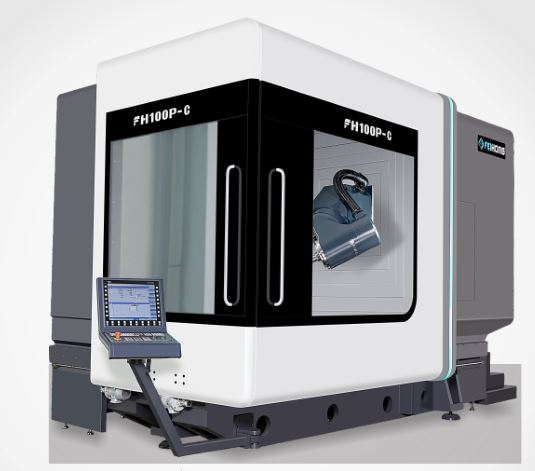
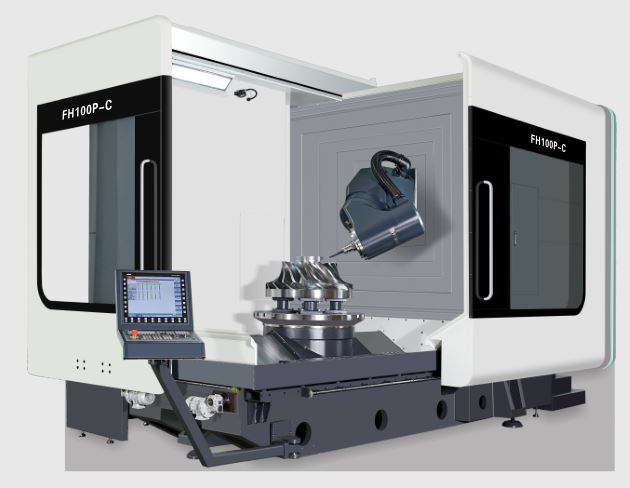
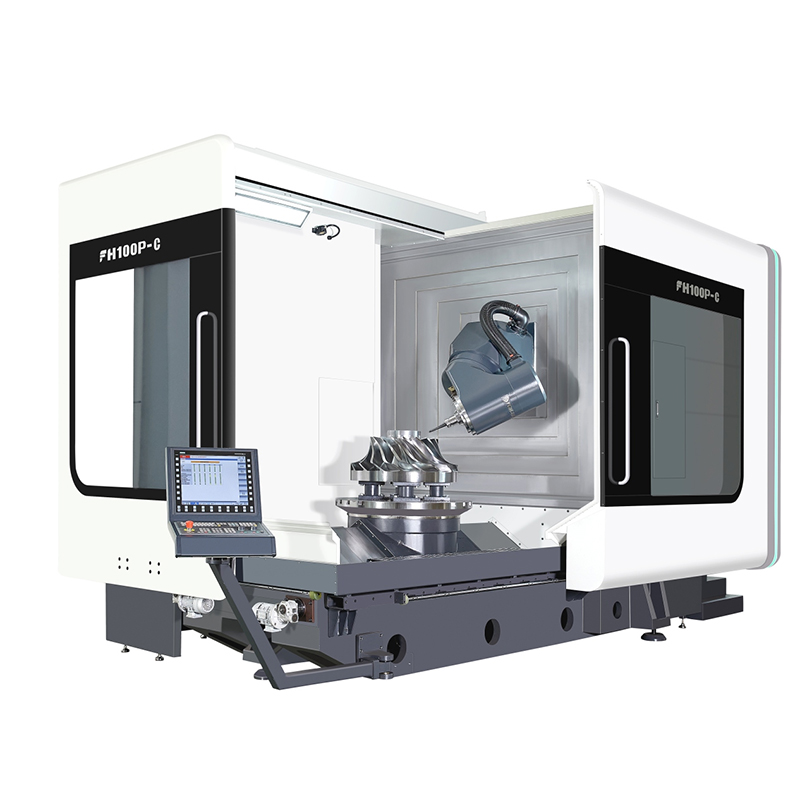
5 telje samaaegne freesimine treimine 100P-C
Tarne ulatus
Standardtarvikute funktsioonitabel (elektrilise juhtimisosa jaoks vaadake kontrolleri funktsiooni)
1. Siemens 840DSL kontroller
2. Brändi oma viieteljeline multifunktsionaalne kiigepea
3. Elektriline spindel DGZX-24012/34B2-KFHWVJS
4. HSK-A100 40 tööriistasalve automaatne tööriistavahetussüsteem
5.X/Y/Z õõnes jahutuskuulkruvi ajam
6. 7 lineaarset rullikut (3 X-telje jaoks, 2 Y/Z-telje jaoks) – BOSCH REXROTH
7. X/Y/Z kolmeteljeline täielikult suletud ahelaga optiline joonlaud
8. Elektrikarbi temperatuuri reguleerimise seade
9. Spindli jahuti
10. Spiraallaastude rullimisseade ja tagumine raudlaastude konveier raudlaastud auto
11. Vesi spindli keskelt, rõngakujuline veepihustus
12. Puhuge õhku spindli keskele ja puhuge õhku rõngasse.
13. Viieteljeline poolkuu puhub vett ja poolkuu puhub õhku.
14. 1 tüüpi turvalukk esi- ja külgmiste tööuste jaoks
15. Spindli tsirkulatsiooni jahutusseade.
16. Veekindel töötav luminofoorlamp
17. Hüdraulikajaama seade
18. Renishaw OMP60 infrapunasond
19. Renishaw lasertööriistade seadistaja
20. Keskne tsentraliseeritud automaatne söötmismäärdeseade
21. Tööpoolne puhastusveepüstol ja õhuliides
22. Lõikevedeliku jahutussüsteem
23. Täielikult suletud kaitseplekk
24. Operatsioonikast
25. Elektrikarp on varustatud konditsioneeriga
26. Siemensi elektrooniline käsiratas
27. Jalaga juhitav spindlitööriista vabastuslüliti
28. Vundamendi tasapinna padjad ja vundamendi poldid
29. Reguleerimisvahendid ja tööriistakastid
30. Tehniline juhend
Parameeter
| Üksus | Uni | FH100P-C |
| X-telje liikumine | mm | 1000 |
| Y-telje liikumine | mm | 1150 |
| Z-telje käik | mm | 1000 |
| Kaugus spindli ninast töölaua pinnani | mm | 160-1160 |
| Horisontaalne freespea | mm | 30-1030 |
| Söötmine/kiire liikumise kiirus | m/min | 40 |
| Toitejõud | KN | 10 |
| Pöördlaud (C-telg) | ||
| Töölaua suurus | mm | Ø1050 |
| Maksimaalne lauakoormus (veski) | kg | 4000 |
| Maksimaalne lauakoormus (pööramine) | kg | 3000 |
| Pöördplaat | p/min | 45 |
| Freesimise/treimise ärklilaud (segu freesimine ja treimine) | p/min | 500 |
| Minimaalne poolitusnurk | ° | 0,001 |
| Nimetatud pöördemoment | Nm | 1330 |
| Maksimaalne pöördemoment | Nm | 2630 |
| CNC pöörlev freespea (B-telg) | ||
| Pöördevahemik (0 = vertikaalne/180 = tase) | ° | -15-180 |
| Kiire liikumine ja söötmiskiirus | p/min | 103 |
| Minimaalne poolitusnurk | ° | 0,001 |
| Nimetatud pöördemoment | Nm | 1050 |
| Maksimaalne pöördemoment | Nm | 2130 |
| Spindel (treimine ja freesimine) | ||
| Spindli kiirus | p/min | 10 000 |
| Spindli võimsus | Kw | 42/58 |
| Spindli pöördemoment | Nm | 215/350 |
| Spindli lint |
| HSKA100 |
| Kaugus spindli keskpunktist tala juhttee pind | mm | 1091,5 |
| Mudel | Üksus | FH100P-C |
| Tööriistade ajakiri | ||
| Tööriista liides |
| HSKA100 |
| Tööriistasalve mahutavus | PCS | 40 |
| Max.tööriista läbimõõt/pikkus/kaal |
| Ø135/300/12 |
| Tööriista lüliti (tööriista juurde) | S | 2 |
| Mõõteseade | ||
| Infrapuna sond | Rensishaw OMP60 | |
| Tööriista tuvastamise instrument tööpiirkonnas | Rensishaw NC4F230 | |
| Töötlemisvõimsus | ||
| Maksimaalne puuri läbimõõt (keskmine teras) |
| Ø50 |
| Maksimaalne läbimõõt (keskmine teras) |
| M40 |
| Maksimaalne freesdiameeter (keskmine teras) |
| 250 |
| Täpsus (ISO230-2 ja VDI3441) | ||
| X/Y/Z positsioneerimise täpsus | mm | 0,006 |
| X/Y/Z Korrake positsioneerimise täpsust | mm | 0,004 |
| B/C positsioneerimise täpsus |
| 8" |
| B/C Korda positsioneerimise täpsust | 4" | |
| Juhtimissüsteem |
| Siemens 840D |
| Masina kõrgus (üldine masin) | mm | 3650 |
| Põhimasina hõivatud ala (L*W) | mm | 5170x3340 |
| Tööriistasalve hõivatud ala (L*W) | mm | 1915x1400 |
| Laastukonveieri hõivatud ala (L*W) | mm | 3120x1065 |
| Veepaagi hõivatud ala (L*W) | mm | 1785x1355 |
| Kogu masinaga hõivatud ala (L*W) | mm | 6000x3750 |
| Masina kaal | Kg | 21000 |
Masin CNCkontroller
| Juhtimissüsteem | Siemens 840DSL (mootor ja ajam) | ||
| Juhttelgede arv | 5-teljeline samaaegne freesimine samaaegse treimisega (NC-telg + spindel, BC-telg) | ||
| 5 telje samaaegne juhtimine Treimisega samaaegne freesimine | positsioneerimistelg | Standardsed X, Y, Z, B, C | |
| interpoleerimine | sirgjoon | X, Y, Z, B, C teljed (X, Y, Z, B, C saab kompenseerida) | |
| kaar | X, Y, Z, B, C teljed (X, Y, Z, B, C saab kompenseerida) | ||
| Minimaalne juhendamisühik | 0,001 um | ||
| minimaalne juhtseade | 0,1 nm | ||
| Ekraan | 19 LCD | ||
| Mootor | Kolmekordne ülekoormusvõime absoluutkoodriga (kooderi asukoht ei lähe kunagi kaduma) | ||
| Väliskommunikatsiooni funktsioon | Ethernet ja RS232C liides | ||
| Töörežiim | MDI, automaatne, käsitsi, käsiratas, päritolu (absoluutne), REPOS | ||
| programmiliselt | Internetis ISO keeleredaktor | ||
| Maksimaalne PLC programmeerimise mälumaht | 2048KB | ||
| Interpolatsiooni funktsioon | Sirged jooned, ringid läbi ja läbi keskpunktide, spiraalid, peened pinnad, suure kiiruse seadistused jne. | ||
| Tööriista nihkete arv | 512 rühma | ||
| Käsiratta suurendus | 0,1/0,01/0,001 mm | ||
| Minimaalne seadistus- ja liigutusühikud | 1um/X,Y,Z | ||
| andmete salvestamine | Toite väljalülitamisel ei lähe mäluandmed kunagi kaotsi | ||
| etteandekiirus | 0–150% | ||
| Edasikerimine | 0–100% | ||
| Sisend- ja väljundliides | Ethernet ja RS232C liides, CF-kaart, USB-mäluvarundus | ||
| kuvamise keel | hiina ja inglise keel | ||
Standardne konfiguratsioonikogus
| No | Tarviku nimi | üksus | Kogus |
| 1 | jalgjuhtlüliti | seatud | 1 |
| 2 | Hüdrauliline kinnitusmehhanism | seatud | 1 |
| 3 | Tsentraliseeritud määrimisseade | seatud | 1 |
| 4 | jahutussüsteem | seatud | 1 |
| 5 | töötav lamp | seatud | 1 |
| 6 | Kolmevärviline valgus | seatud | 1 |
| 7 | horisontaalne sild | Tk | 1 |
| 8 | Tööpinkide kinnitused | seatud | 1 |
| 9 | Standardne tööriistapakett | seatud | 1 |
| 10 | turvaukse lukk | seatud | 1 |
| 11 | vundamendi komplekt | seatud | 1 |
| 12 | Paigaldage reguleerimistööriist | seatud | 1 |
| 13 | Jäik keermestamine ja spindli mitmepunktiline positsioneerimine | seatud | 1 |
| 14 | Kruvikonveier ja automaatne laastueemaldusmasin | seatud | 1 |
| 15 | Standardne hüdrosüsteem | seatud | 1 |
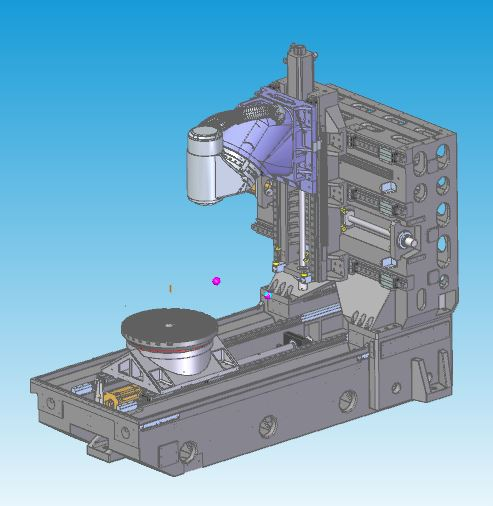
Disaini omadused | Parim mehaanilise traadi valamise analüüsi disain
Täiskarbi tüüpi termosümmeetriline valukonstruktsioon, kasutades Meehanna klassi kõrgekvaliteedilist malmi
Karastav ja loomulik vananemisravi sisemise stressi kõrvaldamiseks
Struktuurne omasageduslik vibratsioon välistab materjali töötlemise pinge
Suure pindalaga kõrge jäikusega kolonni disain täisseinaga, mis parandab tõhusalt jäikust ning staatilist ja dünaamilist täpsust
Kolmeteljeline õõnes jahutuskruvi ajam
CNC pöörlev freespea (B-telg)

Disaini omadused
Sisseehitatud DD mootori nullkäigukast ilma tagasilöögita ülekandeahelata
Suured kiirendusomadused
Lühim vahemik spindli tööriista ninaosa ja konstruktsiooni tugipunkti vahel tagab lõikamise maksimaalse jäikuse
Suuremad YRT laagrid suurendavad jäikust
Varustatud HEIDENHAINi ülitäpse pöörleva koodri mõõtmissüsteemiga, täielikult suletud ahelaga juhtimine, et tagada parim täpsus
Spindli ja B-telje jahutussüsteemi disain soojusülekande vähendamiseks
Pöördlaud (C-telg)

Disaini omadused
Sisseehitatud DD mootori nullkäigukast ilma tagasilöögita ülekandeahelata
Suured kiirendus- ja aeglustusreaktsiooni omadused
Suuremad YRT laagrid suurendavad jäikust
Suur nimipöördemoment, positsioneerimine ja töötlemine laua positsioneerimis- ja kinnitusseadmega
Täitke kaks töötlemisvajadust - freesimine ja freesimine-treimine, vähendage tooriku käsitsemist ja parandage toote täpsust
Varustatud HEIDENHAINi ülitäpse pöörleva koodri mõõtmissüsteemiga, täielikult suletud ahelaga juhtimine, et tagada parim täpsus
Jahutussüsteemi disain soojusülekande vähendamiseks
Tõstetav tööriistaseade

Disaini omadused
Varustatud Ransishaw NC4F230 kontaktivaba lasertööriistade seadistajaga, mis tagab suurema täpsuse
Automaatne tööriista seadistamine masinal, tööriista kompensatsiooni automaatne värskendamine
Töötlemispinna ruumi säästmiseks saab tööriista seadistusseadet tõsta ja langetada
Täielikult suletud lehtmetallist konstruktsioon kaitseb tööriistaseadistajat töötlemise ajal vee ja raua viilte eest
Infrapuna sond
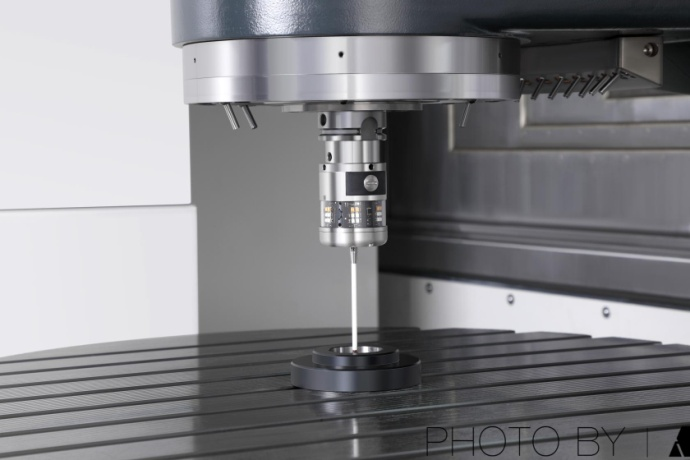
Disaini omadused
Varustatud Ransishaw OMP60 optilise puuteanduriga
Masinapealne töödeldava detaili joondamine ja suuruse kontroll, vähendab käsitsi kontrollimise vigu, parandab toote täpsust ja töötlemise efektiivsust
90% kokkuhoid masinal abistamise ajal