






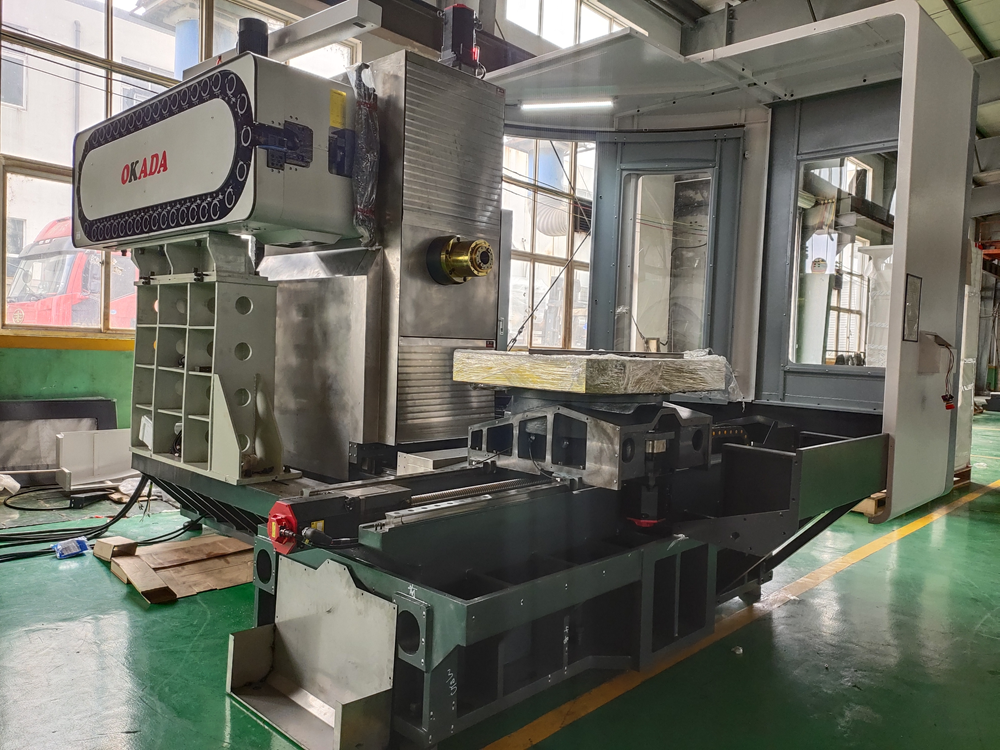
Thehorisontaalne töötlemiskeskussobib keeruka kujuga osade töötlemiseks, paljude töötlemissisudega, kõrgete nõuetega, mitut tüüpi tavaliste tööpinkide ja arvukate protsessiseadmetega ning töötlemise lõpuleviimiseks mitmekordseks kinnituseks ja reguleerimiseks.

Peamised töötlemiselemendid on järgmised:
Osad nii tasase pinna kui ka aukudega
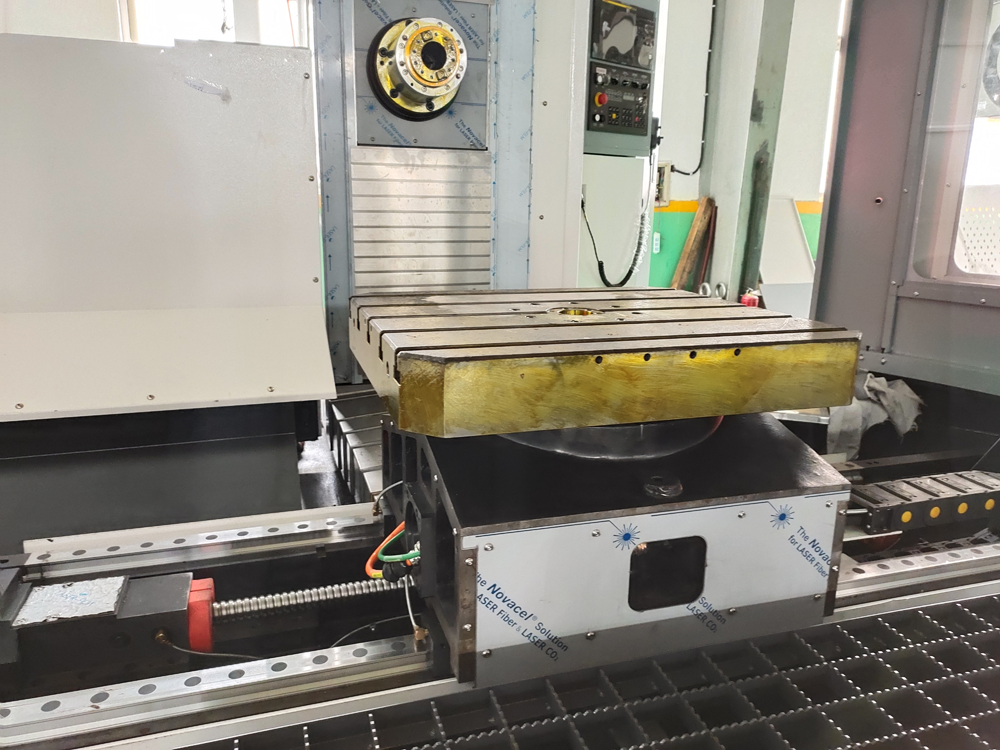
Kahe lauaga horisontaalnetöötluskeskuson automaatne tööriistavahetaja. Ühe paigaldusega saab sellega lõpule viia detaili pinna freesimise, puurimise, puurimise, hõõrimise,freesimine ja keermestamineaukude süsteemist. Töödeldud osad võivad olla ühel tasapinnal või erinevatel tasapindadel. Seetõttu on nii tasapinnalise kui ka avasüsteemiga osad töötluskeskuse töötlemisobjektid ja levinumad on kast-tüüpi osad ning plaat-, hülss- ja plaat-tüüpi osad.
1. Karbi osad. Kasti tüüpi osi on palju. Üldiselt on vaja mitme jaamaga aukude süsteemi ja tasapinna töötlemist. Täpsusnõuded on kõrged, eriti ranged on kuju ja asukoha täpsus. Tavaliselt on vaja freesimist, puurimist, paisutamist, puurimist, hõõritamist, süvistamist ja keermetamist. Tööetappe oodates on vaja palju tööriistu, seda on raske tavalistel tööpinkidel töödelda, tööriistakomplektide arv on suur ja täpsust pole lihtne tagada. Töötlemiskeskuse viimane paigaldus võib lõpule viia 60% -95% tavalise tööpingi protsessi sisust. Osade täpsus on hea, kvaliteet on stabiilne ja tootmistsükkel on lühike.
2. Kettad, varrukad ja plaadiosad. Selliste osade otspindadel on tasapinnad, kumerad pinnad ja augud ning mõned augud on sageli jaotatud radiaalsuunas. Vertikaalne töötluskeskus tuleks valida ketta-, hülsi- ja plaadiosade jaoks, mille töötlusosad on koondunud ühele otsapinnale, ja horisontaalne töötlemiskeskus tuleks valida detailide jaoks, mille töötlusosad ei asu pinnal samas suunas.
3. Erikujulised osad viitavad ebakorrapärase kujuga osadele, nagu kronsteinid ja vahetuskahvlid. Enamik neist on punktide, joonte ja pindade segatöötlus. Ebakorrapärase kuju tõttu saavad tavalised tööpingid töötlemisel kasutada ainult protsessi hajutamise põhimõtet, mis nõuab rohkem tööriistu ja pikemat tsüklit. Kasutades töötluskeskuse mitme jaama punkti-, joone- ja pinna segatöötluse omadusi, saab enamiku või isegi kõik protseduurid lõpule viia.


Postitusaeg: 13. detsember 2021